
IGG Combustion Chamber Renewal at Sea
During a loaded voyage from the U.S. East Coast to Algiers, a MR tanker vessel experienced severe damage to its Inert Gas Generator (IGG) combustion chamber. With vessel nearing Azores Island, a decision was made by the Owners to divert her for emergency repairs. However, due to short notice, OEM was not able to ship out a spare new IGG chamber at Azores Island. Moreover, there were logistical challenges in airfreighting and connecting a complete spare chamber in one single piece at Azores Island.
To overcome above challenge, MARTEK swiftly devised an innovative solution. A spare IGG chamber was prefabricated into four smaller sections to reduce the consignment size. The prefabricated chamber was shipped out from our base in Mumbai and successfully delivered to the vessel at Azores anchorage. A five-men MARTEK repair team boarded the vessel and began dismantling the damaged IGG unit. Upon dismantling, the combustion chamber was found completely collapsed and beyond repairs.
MARTEK team assembled and welded the four prefabricated sections of IGG inner chamber on board and installed the new chamber in place. The entire operation from dismantling to reinstallation of IGG Combustion Chamber was completed in record period of five days. The IGG system was tested and found to be fully operational, without causing any delay to the vessel’s discharging schedule.
This successful repair highlights MARTEK’s capability to respond quickly and effectively in connecting resources even at remote locations with minimum downtime. With decades of experience, MARTEK continues to serve the global marine industry with excellence.

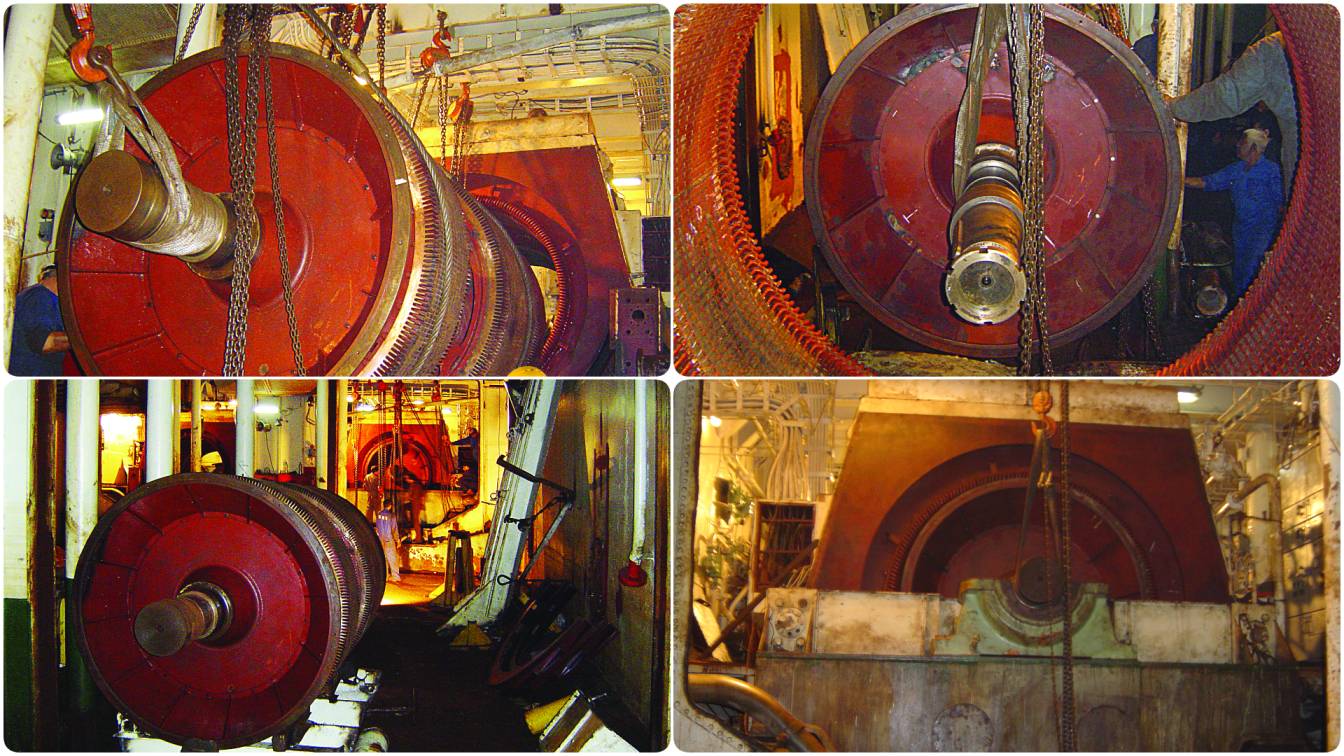
Manufacturing of Windlass Gearwheel for Cape-Size Bulk Carrier
A windlass gearwheel of a 270,000 DWT Very Large Ore Carrier (VLOC) was found to be damaged beyond repair. With no original drawings available from the manufacturer, the task of recreating this essential component became a feat of reverse engineering and precision manufacturing. New technical drawings were meticulously developed to fabricate the required gearwheel in accordance with Class Rules. A complete set of the main gear was cast out of high-grade steel, along with a forged pinion to replace a worn-out drive in the windlass gear system of this Cape Size vessel. Every stage of production from Pouring of casting to gear hobbing was carried out under strict quality control. After final machining, the gearwheel was dispatched to Zhoushan Shipyard in China for final fitting. This project not only demonstrated the company’s technical capabilities but also highlighted its commitment to engineering excellence.
|
Technical Specifications |
|
|
Gearwheel OD |
3024 mm |
|
Width |
300 mm |
|
Shaft Dia |
325 mm |
|
Number of Teeth |
124 Nos |
|
Weight after Machining |
5.0 M Tons |
|
Inspecting Authority |
DNV Mumbai |

Crane Jib Arm Restoration
A 31-meter jib arm of a vessel's 25 SWL crane collapsed onto the hatch coaming and bulwark due to parting of its tie wire. The damage appeared extensive and potentially catastrophic. However, the team at our Mumbai Works rose to the challenge with precision engineering and expertise. The damaged jib arms, broken into three segments, were transported to our facility, where the centre lines of the arms and crossties were lofted out in a full-scale layout. Undamaged sections were salvaged, and new steel sections were fabricated to replace the broken parts. A skid for the entire length of the jib was fabricated. New sections of the damaged portion were aligned with the undamaged sections and welded to original specifications, ensuring structural integrity. The reconstructed jib was then transported back, installed onto the crane’s revolving base, and rigorously tested using international standards. The successful restoration not only saved the crane but demonstrated our team’s capability in handling critical, high-stakes repairs with efficiency and precision.

Economizer Bank Replacement
A severe uptake fire gutted the entire bank of vessel’s economizer comprising L.P., Pre-heater, H.P., and Super heater elements, MARTEK team was tasked with a full-scale replacement of entire Economiser Coils under immense time pressure. Rising to the occasion, MARTEK fabricated a completely new economizer bank at our Goa facility, under Class inspection. The project included coil manufacturing, pressure testing, and external casing assembly. Within just 12 days, the entire unit was ready and exported to Keppel Shipyard, Singapore, complete with boiler casing, frames, and accessories. Upon arrival, our riding team swiftly installed the coils into their respective positions, completing a full economizer rebuild. This achievement not only met but exceeded industry standards, demonstrating our ability to deliver high-quality, Class-certified product on an exceptionally tight schedule.

Restoring Diesel Electric Drive Motor at Limassol
A car carrier having a diesel electric drive was at standstill for number of days at port of Limassol. The technical manager of the vessel approached MARTEK to send technical team to ascertain the trouble shooting and to prepare the logistics of various requirements such as manpower and material.
A team of engineers and technicians boarded the vessel to dismantle rotor from its stator to investigate and rectify the fault underlying in the system.
Lifting of rotor weighing 30M. Tons with Manual Rigging and transferring safely to the space available and retransferring the same to the stator housing requiring precise planning and execution.
The trouble shooting exercise and the effective repairs were executed by our team of engineers and vessel put back to her life with entire system responding effectively.
Rebuilding of Osaka Boiler
The Vessel’s main boiler (65,000kg/hr evaporation rate) suffered extensive damage to both the furnaces, combustion chamber, front and rear tube plates, smoke tubes, (both plain and stay tubes), and burner housing assembly due to shortage of water inside the boiler. Both the furnaces and combustion chamber tube plates and burner housing fabricated in India under Class inspection and transported to China for carrying out fitment in place, welded with 100% radiography and pressure testing to Class satisfaction and approval. Stress relieving was carried out before conducting hydraulic test of the entire boiler.
Scope of repairs involved Manufacturing and installation of:
- ⁘ Front and Rear Dished End Tube Plates of OD 4250 mm x 28 Thk
- ⁘ Plate Material SA515 Grade 60
- ⁘ 2 Nos. Corrugated Furnaces of OD 1425 mm x 16 Thk x 2730 mm Length
- ⁘ Corrugation length: 2000 mm x 200 Pitch
- ⁘ Material: SA516 Grade 70
- ⁘ Complete re-tubing of 435 nos. boiler tubes including Stays
